
BS EN 10210 stålrörär varmbearbetade ihåliga sektioner av olegerade och finkorniga stål för ett brett utbud av arkitektoniska och mekaniska konstruktionsapplikationer.Innehåller runda, fyrkantiga, rektangulära och ovala sektioner.
EN 10210 och BS EN 10210 är identiska standarder men med olika organisationer.

Navigeringsknappar
BS EN 10210 Klassificering
BS EN 10210 Storleksområde
Råmaterial
BS EN 10210 Stålnamn
Leveransvillkor för BS EN 10210
Kemisk sammansättning av BS EN 10210
Mekaniska egenskaper för BS EN 10210
Impact Tests
Svetsbarhet
Dimensionell tolerans
Ytans utseende
Galvaniserad
Reparation av ytfel
BS EN 10210 Märkning
Ansökningar
Våra relaterade produkter
BS EN 10210 Klassificering
Efter typ av stål
Olegerade och legerade specialstål
Olegerade stål:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
Legerade specialstål: S420NH, S420NLH, S460NH, S460NLH.
En enkel metod för identifiering är: i stålets namn, om sträckgränsen för indexet börjar med siffran '4', för legerat stål
Genom tillverkningsprocess
Strukturella ihåliga sektioner bör tillverkas avsömlösa eller svetsade processer.
Seamless inkluderar: varmbehandlad och kallbehandlad
Vanliga svetsar inkluderar Electric Resistance Welding (ERW) och submerged Arc Welding (SAW): LSAW, SSAW.
Elektriskt svetsade ihåliga sektioner kräver vanligtvis inte invändig svetsning.
Efter tvärsnittsform
CHS: cirkulära ihåliga sektioner;
RHS: fyrkantiga eller rektangulära ihåliga sektioner;
EHS: elliptiska ihåliga sektioner;
Den här artikeln är organiserad efter det cirkulära tvärsnittet (CHS) av det relevanta innehållet.
BS EN 10210 Storleksområde
Väggtjocklek: ≤120mm
Yttre diameter:
Rund (CHS): Ytterdiameter≤2500 mm;
Fyrkant (RHS): Ytterdiameter≤ 800 mm × 800 mm;
Rektangulär (RHS): Ytterdiameter≤750 mm × 500 mm;
Oval( EHS): Ytterdiameter≤ 500 mm × 250 mm.
Råmaterial
Olegerat och finkornigt stål.
Olegerat stål fyra kvaliteter JR, JO, J2 och K2 specificeras.
Finkornstål: fyra kvaliteter N och NL specificeras.
Finkornstål är stål med en finkornig struktur, med en ferritkornstorlek ≥ 6.
BS EN 10210 Stålnamn
För hålprofiler av olegerat stål består stålbeteckningen
Exempel: BS EN 10210-S275J0H
består av fyra delar:S, 275, JO och H.
1.S: indikerar att konstruktionsstålet.
2.Numeriskt värde(275): tjocklek ≤ 16 mm för minsta specificerade sträckgräns, i MPa.
3.JR: indikerar att vid rumstemperatur med specifika slagegenskaper;
J0: indikerar att vid 0 ℃ med specifika slagegenskaper;
J2 eller K2: anges i -20 ℃ med specifika slagegenskaper;
4.H: indikerar ihåliga sektioner.
För finkorniga stålkonstruktioner ihåliga sektioner består stålbeteckningen
Exempel: EN 10210-S355NLH
Består av fem delar:S, 355, N, L och H.
1. S: indikerar konstruktionsstål.
2. Numeriskt värde(355): tjocklek ≤ 16mm minsta specificerade sträckgräns, enheten är MPa.
3. N: standardiserad eller standardiserad rullning.
4. L: specifika slagegenskaper vid -50 °C.
5.H: anger ihålig sektion.
Leveransvillkor för BS EN 10210
JR, J0, J2 och K2 - varmbearbetad.
N och NL - normaliserade.Normaliserad inkluderar normaliserad rullad.
JR, J0, J2 och K2 - varmbearbetade
N och NL - Normaliserande.Normalisering inkluderar normalisering av rullning.
Det kan vara nödvändigt för sömlösa ihåliga sektioner med en väggtjocklek över 10 mm, eller när T/D är större än 0,1, att applicera accelererad kylning efter austenitisering för att uppnå den avsedda strukturen, eller vätskekylning och härdning för att uppnå den specificerade mekaniska egenskaper.
För sömlösa ihåliga sektioner med väggtjocklekar som överstiger 10 mm, eller när T/D är större än 0,1, kan accelererad kylning efter austenitisering krävas för att uppnå önskad struktur, eller vätskekylning och härdning för att uppnå de specificerade mekaniska egenskaperna.
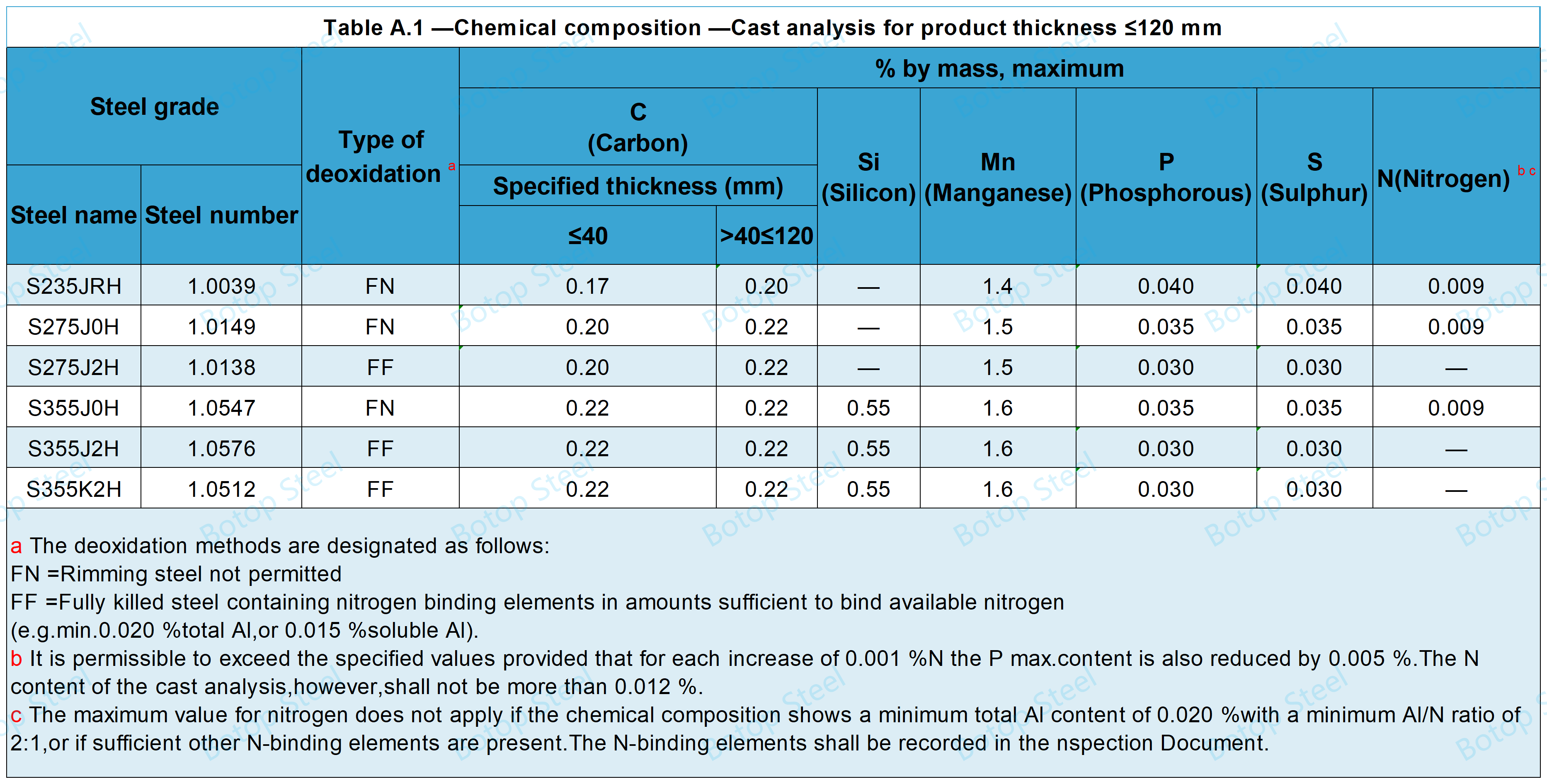
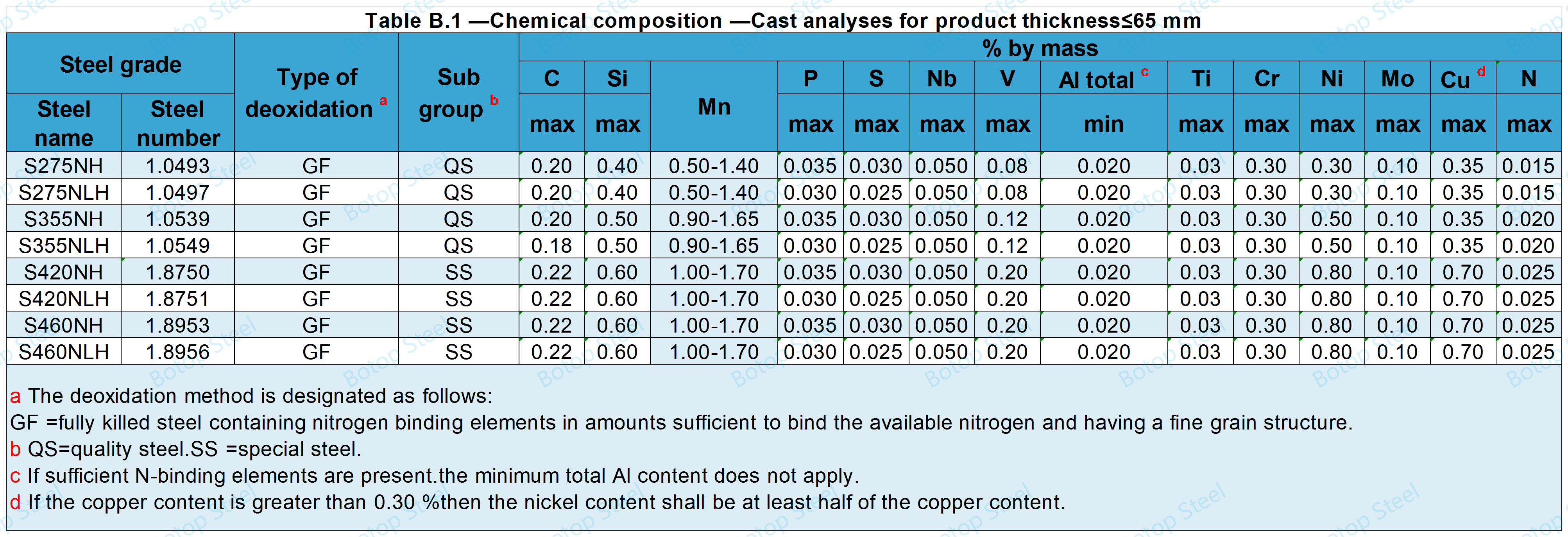
Kemisk sammansättning av BS EN 10210
Olegerade stål - Kemisk sammansättning
Fine Grain Steels - Kemisk sammansättning
Vid bestämning av CEV ska följande formel användas:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
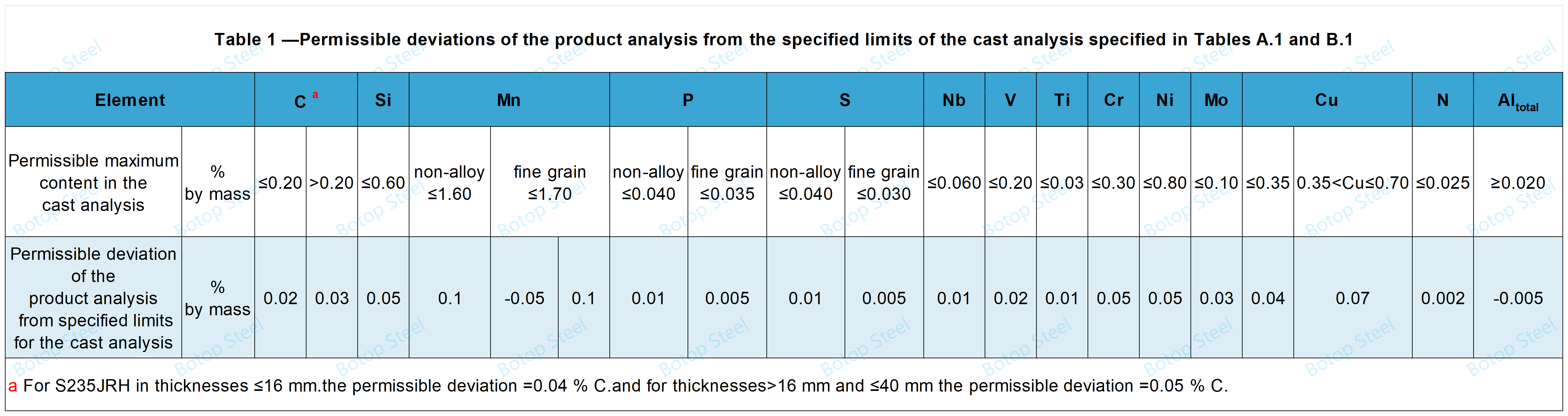
Avvikelse i kemisk sammansättning
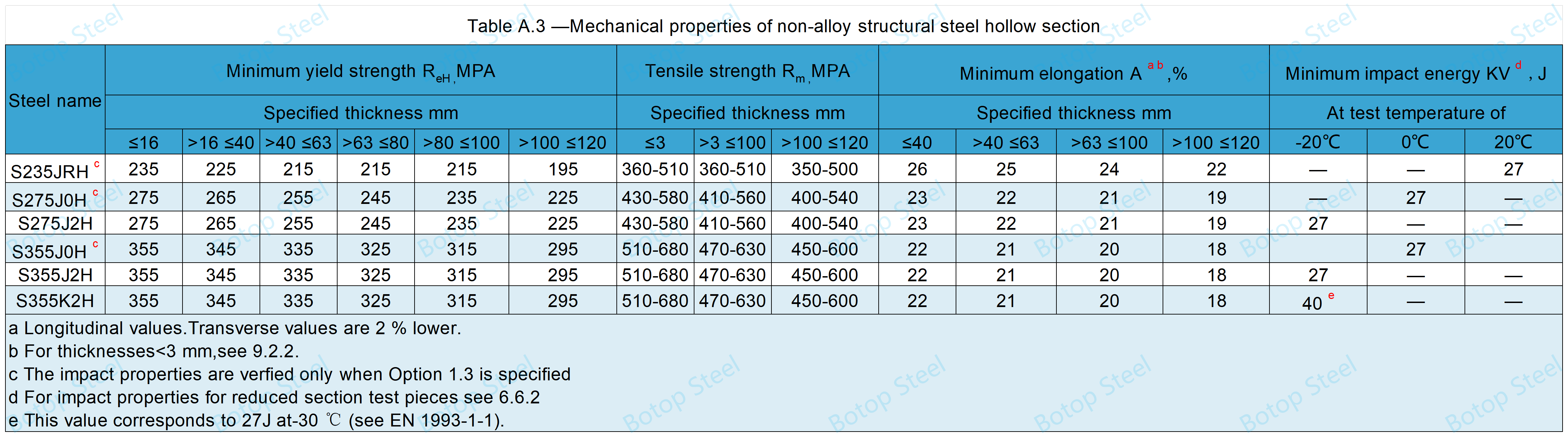
Mekaniska egenskaper för BS EN 10210
Avspänningsglödgning vid mer än 580 °C eller i över en timme kan leda till försämring av de mekaniska egenskaperna.
Olegerade stål - Mekaniska egenskaper
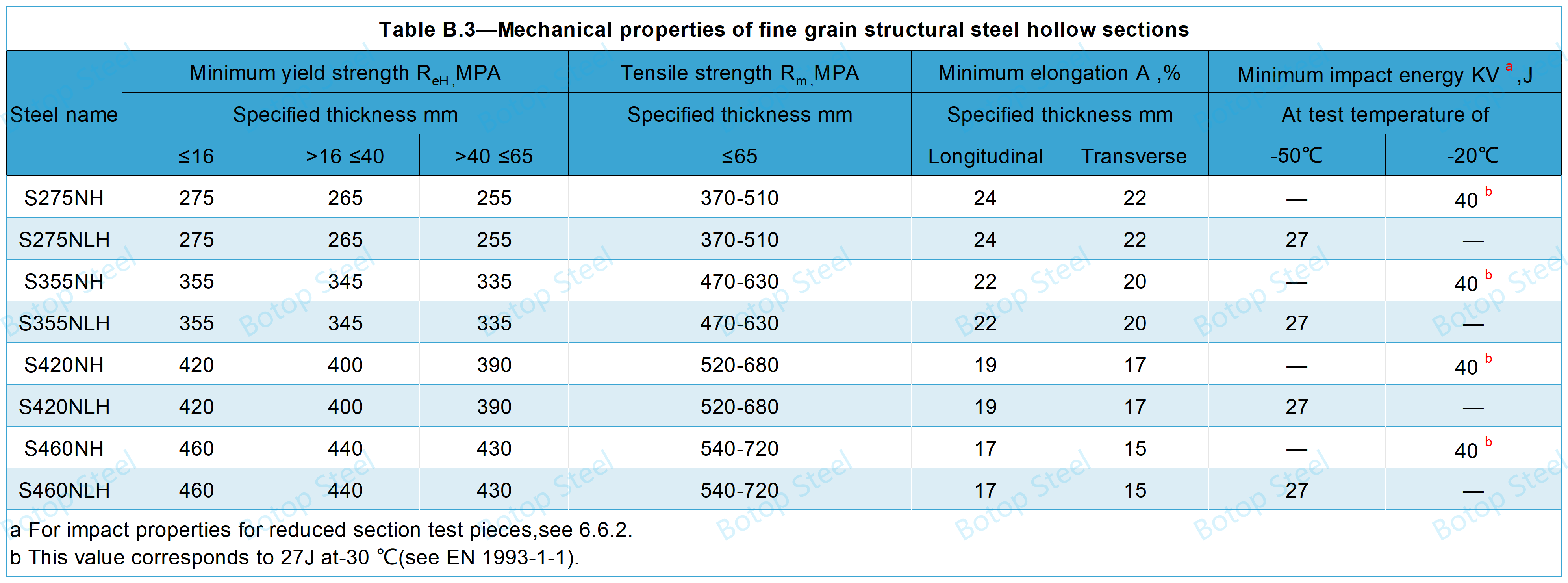
Finkornstål - Mekaniska egenskaper
Impact Tests
Slagprovning krävs inte när angiven tjocklek < är 6 mm.
Standard V-skårade prover enligt EN 10045-1 ska användas.
Om den nominella produkttjockleken är otillräcklig för framställning av standardiserade provexemplar, ska tester utföras med prover med en bredd på mindre än 10 mm, men inte mindre än 5 mm.
Svetsbarhet
Stålen i BS EN 10210 är svetsbara.
EN 1011-1 och EN 1011-2 anger de allmänna kraven för svetsade produkter.
Kallsprickor i svetszonen är den största risken då produkttjocklek, hållfasthetsnivå och CEV ökar.
Dimensionell tolerans
Toleranser för form, rakhet och massa

Toleranser för längd

Sömhöjd på SAW Weld
Tolerans på höjden på inre och yttre svetssöm för nedsänkta bågsvetsade ihåliga sektioner.
| Tjocklek, T | Maximal svetssträngshöjd, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
BS EN 10210-standarden täcker både sömlösa och svetsade varmbearbetade ihåliga sektionsprodukter.De huvudsakliga svetsprocesserna är motståndssvetsning (ERW) och undervattensbågsvetsning (SAW).Svetsarna i ERW stålrör är i stort sett osynliga, medan SAW-svetsar vanligtvis är grövre och mer synliga på grund av SAW.
Ytans utseende
Ytan ska ha en slät finish som motsvarar den använda tillverkningsmetoden.
Om tjockleken ligger inom toleransen tillåts stötar, spår eller grunda längsgående spår som härrör från tillverkningsprocessen.
Galvaniserad
Produkter i BS EN 10210 är lämpliga för varmförzinkning.
EN ISO 1461 bör användas för att specificera beläggningskrav.
Zinkbeläggningar appliceras genom nedsänkning i en smält lösning som innehåller minst 98 % zinkhalt.
Reparation av ytfel
Ytdefekter kan avlägsnas genom slipning av tillverkaren, förutsatt att den reparerade tjockleken inte är mindre än den minsta tillåtna tjockleken.
Om de tillverkas genom svetsprocessen, är reparation av svetsar inte tillåten förutom för nedsänkt bågsvetsning.
Olegerat stålrör kan repareras genom svetsning av rörkroppen.Legerat stålrör får inte repareras genom svetsning av kroppen.
BS EN 10210 Märkning
Innehållet i stålrörsmärkningen ska innehålla:
är namnet på stålet, t.ex. EN 10210-S275JOH.
är tillverkarens namn eller varumärke.
en identifikationskod, t.ex. ett ordernummer.
BS EN 10210 stålrör kan märkas med en mängd olika metoder för att säkerställa enkel identifiering och spårbarhet, antingen genom målning, stämpling, självhäftande etiketter eller ytterligare etiketter, som kan användas individuellt eller i kombination.
Ansökningar
På grund av sin höga hållfasthet, goda seghet och svetsbarhet kan BS EN 10210 motstå ett brett spektrum av miljöer och belastningsförhållanden och används ofta i en mängd olika strukturella tillämpningar.
Bygga strukturer: t.ex. skelett för höghus, takkonstruktioner för arenor och stödelement för broar.
Maskinteknik: ramar och stöd för maskiner och tung utrustning.
Civilingenjör: såsom tunnelstöd, bropelare och andra bärande konstruktioner.
Transportinfrastruktur: inklusive komponenter för vägar och järnvägsbroar.
Energisektorn: t.ex. vindkraftstorn och andra strukturella komponenter för energianläggningar.
Vi är en högkvalitativ tillverkare och leverantör av svetsade kolstålrör från Kina, och även en återförsäljare av sömlösa stålrör, som erbjuder dig ett brett utbud av stålrörslösningar!
Taggar: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Posttid: 2024-apr-25